
真空电阻炉是于二十世纪四十年代发展起来的重要的工业加热设备,广泛应用于钛、锆、钨、钼、铌等活性金属、难熔金属及其合金、铝箔、电工纯铁、软磁合金、铜管带等金属材料的无氧化光亮退火;高速工具钢、模具钢的光亮淬火;不锈钢、钛、铝、铜、硬质合金、高温合金、陶瓷等同种材料或异种材料之间的无钎剂真空钎焊;

手册说可以热处理淬火达到这个硬度,你为什么做不到这个硬度? 有些人认为,他设计时的硬度选择是按照手册中的硬度范围选定的,你热处理怎么就说达不到这个硬度呢? 例如:用弹簧纲60Si2Mn来制作大型件,由于实际工件厚度很大,厚薄显著,热处理已经没有好的办法达到要求的硬度标准。手册中硬度是可以达到:58—60HRC。结合实际工件是没有办法达到的。只能降低热处理要求。 决定热处理的硬度受下列几个因素控制:材料牌号、模具尺寸大小、工件重量、形状结构,后续加工方式等因素。模具热处理之后不是内外硬度都是一样的,要根据模具尺寸大小来选择材料和设计尺寸,不能直接按照设计手册里的技术标准和硬度要求来选取,手册上的硬度标准是来自小试样的热处理结果,在运用到实物上时一定要按实际情况来决定合理的硬度指标。不合理的硬度指标,比如过高的硬度,就会损失工件的韧性,造成工件的使用开裂。
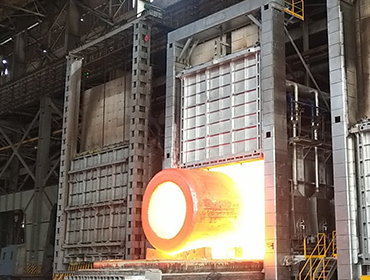
其缺点是效率低、能耗大、成本高、产量小、不适合大批量生产。为了克服间歇式罩式热处理炉存在的上述缺点,满足现代工业大批量生产的需要,本文作者在多年研制单室、双室间歇式罩式热处理炉的基础上,针对连续 式罩式热处理炉的关键性技术难题进行攻关,独立开发、精心设计,成功地研制出罩式热处理炉。

铝合金件处理之后表面皱纹就是热处理过烧吗? 铝合金件在固溶时效处理之后,判断在固溶时是否过烧有两种方法:金相法和表面状态色泽法。根据工件表面色泽、状态判断在热处理固溶时是否过热便于现场及时处理,但是需要丰富经验。金相法判定准确、但是要解剖实物,是破坏性的检测判定,容易造成浪费。 根据工件表面色泽、状态判断: ①件表面暗灰色, ②工件表面有起小泡的现象, ③出现裂纹,裂纹断口粗糙。 有上述情形之一时,有过烧可能。这是只在热处理之后的工件上观察。当固溶时效件已经进行了后续加工,再观察时,发现铝合金工件表面有异常现象-----粗糙、变形、皱纹等,不能简单地认为是热处理过烧了。由于铝合金的强度和黑色金属相比较还是低的,就要分析后续工序的作用和影响了。尤其后续的抛光、喷砂处理,对表面的影响不能忽视。当在工件局部出现“水面波纹”式的皱纹时,不能判定为热处理过烧,而是喷砂的压力太高或喷砂的时间过长,在铝合金表面形成的变形层的原因。这个“水面波纹”式的皱纹不具有铝合金过烧的特征,而是具有表面受冲击形成塑性变形的特征,这时候应该判定为:喷砂缺陷! 采用金相法裁定,证实是喷砂缺陷

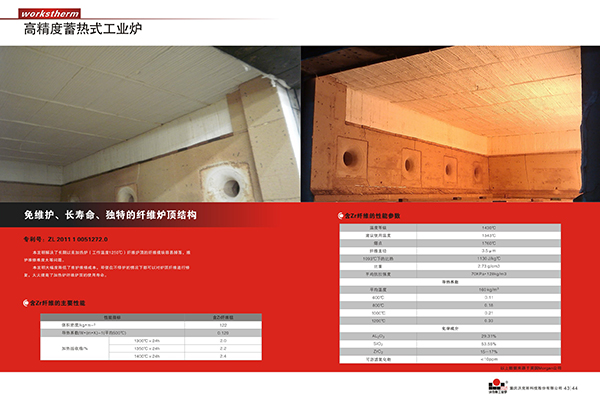
目前,沃克斯已经在中国各地建造了近千座各类型的周期型蓄热式工业炉,涉及机械制造、核电、航空、有色等多种行业。罩式热处理炉的应用本文主要介绍罩式热处理炉的性能,结构,特点以及在真空钎焊、粉末冶金材料真空烧结、金属材料真空热处理、电子器件与不锈钢保温容器的真空排气与封接等领域的应用及现状
北京节能蓄热式贯通加热炉厂家采用低电压大电流:在容器内,当空度为几托一lxlo-1托的范围内时,容器内的通电导体在较高的电压下,会产生辉光放电现象。在工业炉内,严重的会产生弧光放电,烧毁电热元件、隔热层等,造成重大事故和损失。北京节能蓄热式贯通加热炉厂家因此,工业炉的电热元件的工作电压,一般都不超过80一100伏。





 023-6888-4176
023-6888-4176