

将金属制零件,通过一定的加热,保温和冷却过程,改变其内部的组织结构(或同时改变表层的化学成分)从而获得所需要的性能的工艺学,称为热处理。 机器零件和工程构件有很多都要进行各种不同的热处理主要目的是: 使工件获得良好的工艺,以便能顺利地进行各种加工。

铝合金件处理之后表面皱纹就是热处理过烧吗? 铝合金件在固溶时效处理之后,判断在固溶时是否过烧有两种方法:金相法和表面状态色泽法。根据工件表面色泽、状态判断在热处理固溶时是否过热便于现场及时处理,但是需要丰富经验。金相法判定准确、但是要解剖实物,是破坏性的检测判定,容易造成浪费。 根据工件表面色泽、状态判断: ①件表面暗灰色, ②工件表面有起小泡的现象, ③出现裂纹,裂纹断口粗糙。 有上述情形之一时,有过烧可能。这是只在热处理之后的工件上观察。当固溶时效件已经进行了后续加工,再观察时,发现铝合金工件表面有异常现象-----粗糙、变形、皱纹等,不能简单地认为是热处理过烧了。由于铝合金的强度和黑色金属相比较还是低的,就要分析后续工序的作用和影响了。尤其后续的抛光、喷砂处理,对表面的影响不能忽视。当在工件局部出现“水面波纹”式的皱纹时,不能判定为热处理过烧,而是喷砂的压力太高或喷砂的时间过长,在铝合金表面形成的变形层的原因。这个“水面波纹”式的皱纹不具有铝合金过烧的特征,而是具有表面受冲击形成塑性变形的特征,这时候应该判定为:喷砂缺陷! 采用金相法裁定,证实是喷砂缺陷

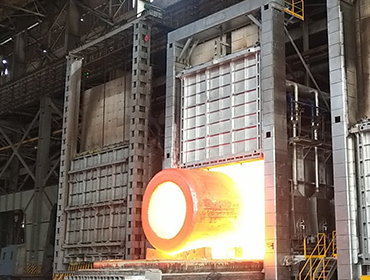
天津优质工业炉厂家目前我国在各行业中使用的罩式热处理炉基本上都是单室或双室间歇式 罩式热处理炉,其缺点是效率低、能耗大、成本高、产量小、不适合大批量生产。为了克服间歇式罩式热处理炉存在的上述缺点,天津优质工业炉厂家满足现代工业大批量生产的需要,本 公司技术专家在多年研制单室、双室间歇式罩式热处理炉的基础上,
采用低电压大电流:在容器内,当空度为几托一lxlo-1托的范围内时,容器内的通电导体在较高的电压下,会产生辉光放电现象。在工业炉内,严重的会产生弧光放电,烧毁电热元件、隔热层等,造成重大事故和损失。因此,工业炉的电热元件的工作电压,一般都不超过80一100伏。
零件放置时,零件与零件之间距离不少于5毫米;零件边缘不超出底板长度和规定的高度。要快速开关进料门和出料门,但推拉杆的速度要平稳。零件在预冷室的位置应正对热电偶的下面。炉内只许装满24块底盘,继续进料必须先拉后推。停炉时要把各炉区降到同样的温度后,再开始自然降温。





 023-6888-4176
023-6888-4176