
手册说可以热处理淬火达到这个硬度,你为什么做不到这个硬度? 有些人认为,他设计时的硬度选择是按照手册中的硬度范围选定的,你热处理怎么就说达不到这个硬度呢? 例如:用弹簧纲60Si2Mn来制作大型件,由于实际工件厚度很大,厚薄显著,热处理已经没有好的办法达到要求的硬度标准。手册中硬度是可以达到:58—60HRC。结合实际工件是没有办法达到的。只能降低热处理要求。 决定热处理的硬度受下列几个因素控制:材料牌号、模具尺寸大小、工件重量、形状结构,后续加工方式等因素。模具热处理之后不是内外硬度都是一样的,要根据模具尺寸大小来选择材料和设计尺寸,不能直接按照设计手册里的技术标准和硬度要求来选取,手册上的硬度标准是来自小试样的热处理结果,在运用到实物上时一定要按实际情况来决定合理的硬度指标。不合理的硬度指标,比如过高的硬度,就会损失工件的韧性,造成工件的使用开裂。
目前我国在各行业中使用的罩式热处理炉基本上都是单室或双室间歇式 罩式热处理炉,其缺点是效率低、能耗大、成本高、产量小、不适合大批量生产。为了克服间歇式罩式热处理炉存在的上述缺点,满足现代工业大批量生产的需要,本 公司技术专家在多年研制单室、双室间歇式罩式热处理炉的基础上,

增加淬火时的变形开裂倾向。而导致过热的原因是炉温仪表失控或混料(常为不懂工艺发生的)。过热组织可经退火、正火或多次高温回火后,在正常情况下重新奥氏化使晶粒细化。 断口遗传 :有过热组织的钢材,重新加热淬火后,虽能使奥氏体晶粒细化,但有时仍出现粗大颗粒状断口。

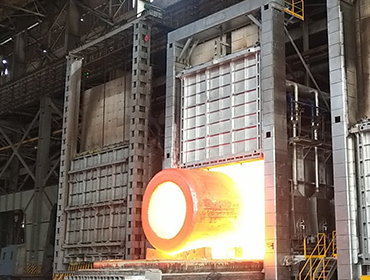
江西优质蓄热式室式淬火炉厂家该产品为全自动流水线式多室组合机电一体化真空加热设备,其结构新颖,操作简便,性能先进,运行可靠,设备的整体技术性能已达到发达国家同类产品同期水平,是对传统单室间歇式罩式热处理炉进行升级换代的理想设备。江西优质蓄热式室式淬火炉厂家罩式热处理炉由进料室、预热室、高温工作室、冷却室、出料室、中间闸板阀、真空系统、工件传递系统、水冷系统、电控系统等部分组成。

能耗低,操作灵活方便。步进式加热炉比推钢式连续加热炉节能10%左右。钢料在炉内可前进也可 后退,在检修和改换钢种时,利用步进机构可以将坯料全部出空和退空,减轻了出空炉子的劳动强度,减少了钢料在炉内的氧化。还可以根据轧制产量的大小,控制炉子装料量,炉内的加热时间不变。





 023-6888-4176
023-6888-4176